دستورالعمل استفاده از دستگاه جوشکاری Mini TIG 202 P
شرح :
Mini TIG 202P يکدستگاه قوی با تکنولوژی بالا و کاربری آسان می باشد که جهت جوشکاری تیگ با تکنیک HF و بر اساستکنولوژی اينورتر و با استفاده از سوئیچهای قدرتIGBTساخته شده است.اين دستگاه مجهز به سیستم کنترل ديجیتال تمامی پارامترهای جوشکاری بوده و امکان جوشکاری فلزاتی مانند،stainless steel،carbon steel،مس و آلیاژهای آن را فراهم می سازد.علاوه بر اين جوشکاری
MMAنیز با کمک اين دستگاه امکان پذير می باشد.
ویژگی های برجسته :
- قابلیت جوشکاری TIG DC با استفاده از تکنیکHF
- انجام شروع وپايان جوشکاری با حق انتخاب يک يا دو بار
فشردن شستی تورچ
- امکان کنترل کلیه پارامترهای جوشکاری در حالت MMA,TIG
- کنترل زمان رسیدن جريان جوشکاری به صفر قبل از قطع قوس
- مجهز به قابلیت پالس (ON PULSE) در پروسه TIG
- امکان جوشکاری MMA با انواع الکترودها (امکان تنظیم پارامترهایarc force ,hot startنیز وجود دارد)
- قابلیت جوشکاری نقطه ای (spot)
- قابلیت کار در صورت نوسان ولتاژ ورودی ±15%
- دارای سیستم حفاظت در مقابل افزايش دما
- طراحی فشرده و ابتکاری
- اندازه کوچک و وزن کم و قابلیت حمل آسان
- دارای سیستم حفاظت در مقابل جريان اتصال کوتاه
اطلاعات فنی
مشخصات فنی دستگاهدر جدول زير خلاصه شده است.
|
Mini TIG 202P
|
نام دستگاه
|
|
TIG
|
MMA
|
|
50/60HZ
|
فرکانس
|
|
1 x 230 V
|
ولتاژ
|
|
D 25A
|
فیوز
|
|
10-200A
|
10-180A
|
بازه جريان
|
|
10.4-18 V
|
20.4-27.2 V
|
بازه ولتاژ
|
|
U0=65V
|
ولتاژ بی باری
|
|
160 A
|
140A
|
جريان جوشکاری در ديوتی
سايکل �1
|
|
180 A
|
150 A
|
جريان جوشکاری در ديوتی
سايکل �
|
|
200 A
(40%)
|
180 A
(30%)
|
جريان جوشکاری در ديوتی
سايکل %X
|
|
F
|
کلاس عايقی
|
|
IP 21 S
|
کلاس حفاظتی
|
|
39.5*15*25 cm
|
ابعاد )L×W×H(
|
|
6.700 Kg
|
وزن
|
محدودیتهای استفاده(IEC60974-1)
استاندارد براساسIEC60974-1 جوشکاری دستگاه از معمولا بطور دائم نمی توان استفاده کرد. به همین دلیل عملکرد دستگاه شامل دو زمان فعال(جوشکاری) و زمان استراحت(جهت تغییر وضعیت قطعه کار،تعويض الکترود و...) می باشد.اين دستگاه قادر است جريان I2 آمپر را در ديوتی سايکل X% تامین کند. (چرخه کاری با شبیه سازی در دمای محیط 40 درجه سانتیگراد بدست آمده است)، به عبارت ديگر
سیکل کاری در بازه زمانی 10 دقیقه ،X% می باشد و اگر زمان سیکل کاری بیشتر از مقدار تعیین شده گردد سیستم حفاظت حرارتی دستگاه جهت حفاظت از اجزای مختلف فعال گشته و فن دستگاه نیز بطور پیوسته کار خواهدکرد.سپس پس از چند برای مجددا دستگاه و گشته فعال غیر حفاظت دقیقه
جوشکاری آماده می گردد. کلاس حفاظتی دستگاه IP21S است.
نحوه حمل و نقل و بلندکردن دستگاه
با توجه به بند تعبیه شده روی دستگاه جوشکاری جابجايی بصورت دستی امکان پذير خواهد بود.
- بازکردن بسته بندی دستگاه
- دو عدد کانکتور های جوش
- بند آويز
درصورت سفارش
- کابل انبر اتصال، کابل انبر جوش
- پدال پايی
- ريموت کنترل جريان
- تورچ تیگ هوا خنک
- رگولاتور گاز
- ماسک اتومات جوشکاری
- دستورالعمل هایی برای جلوگيری از تداخل امواج الكترومغناطيسی EMC
اين دستگاه جوشکاری بر طبق شرايط مندرج در ارتباط با تطابق الکترومغناطیسی ساخته شده است. با اين حال کاربر موظف است اين دستگاه جوشکاری را مطابق با دستورالعمل سازنده نصب و استفاده نمايد.
در صورت ايجاد تداخل الکترومغناطیسی استفاده کننده از دستگاه جوش موظف است که با راهنمايی های فنی سازنده دستگاه، راه حل مناسبی را پیدا کند. در بعضی از موارد به سادگی کافی است که مدار جريان جوشکاری را به زمین متصل کرد. در بقیه موارد ممکن است با استفاده از فیلتر ورودی و قرار دادن دستگاه جوشکاری و قطعه کار در يک ديواره محافظ ، تداخل امواج الکترومغناطیسی را کاهش داد. در
هر حال تداخل امواج الکترومغناطیسی را بايد تا حد امکان دستگاههای ديگر نادرست عملکرد باعث تا داد کاهش الکترونیکی نگردد.
نكته:
به دلايل ايمنی ، مدار جريان جوشکاری ممکن است به زمین متصل باشد يا نباشد.
هیچ گونه تغییری را نبايد در مدار زمین ايجاد کرده مگر با تايید متخصصی که تعیین کند اين تغییر، تاثیری در افزايش خطر بروز حادثه ندارد. بطور مثال موازی کردن مسیر برگشت جريان در بعضی از موارد ممکن است باعث تخريب سیم اتصال زمین بقیه دستگاهها گردد.
الف) ارزیابی محل نصب دستگاه
اين دستگاه را در يک مکان خشک و تمیز قرار دهید و از نزديک ترين ديوار حداقل 80 سانتیمتر فاصله داشته باشد تا تهويه هوای مناسب برای خنک کردن دستگاه انجام گردد. نصب و استفاده از دستگاه بايد به دقت انجام شود تا بهترين عملکرد را از لحاظ کیفیت جوشکاری و ايمنی استفاده برای کاربر داشته
باشد.
قبل از نصب دستگاه جوش، استفاده کننده بايد مشکلات احتمالی استفاده از دستگاه جوش را از جنبه تداخل امواج الکترومغناطیسی بررسی کند.موارد زير بايد در نظر گرفته شود:
- کابلهای ديگری مانند: کابلهای کنترلی، کابل های مخابراتی و سیگنال الکتريکی که در زير، بالا و اطراف دستگاه جوش قرار دارند.
- فرستنده و گیرنده راديو تلويزيونی
- کامپیوترها و ديگر دستگاههای کنترلی
- سلامت افراد نزديک به دستگاه جوش بطور مثال قلب مصنوعی و يا سمعک
- دستگاه های کالیبراسیون و اندازه گیری
- مصونیت تداخل امواج الکترومغناطیسی ديگر دستگاههای اطراف محل جوشکاری : استفاده کننده موظف است تطابق الکترومغناطیسی دستگاههای اطراف را بررسی کند، چرا که ممکن است اقدامات پیشگیرانه اضافه ای لازم باشد.
ب) روش های کاهش تشعشع امواج
- برق اصلی
تجهیزات جوشکاری بايد مطابق با توصیه های سازنده به برق متصل شود. در صورتی که تداخلی ايجاد شود ممکن است اقدامات ديگری نیز لازم باشد. بطورمثال برای استفاده از فیلترهای ورودی برای اتصال به برق اصلی بايد از وضعیت ثابت کابل برق و وجود لوله فلزی محافظ کابل يا مشابه آن اطمینان حاصل کرد. تمامی قسمتهای پوشش فلزی کابل بايد از لحاظ الکتريکی بهم متصل باشد، اين پوشش بايد با يک اتصال الکتريکی کامل به بدنه دستگاه جوش متصل شود.
2. نگهداری دستگاه جوش
بطور کلی دستگاه جوش را بايد مطابق با توصیه های سازنده نگهداری کرد. هنگام روشن بودن دستگاه جوش بايدً تمامی درب ها و پوشش ها محکم بوده و پیچ های مربوط به آن کاملا بسته باشد. هیچ گونه تغییراتی به غیر از تغییرات و تنظیمات مندرج در دستورالعمل کارخانه سازنده مجاز نیست.
3. کابلهای جوشكاری
کابلهای جوشکاری بايد تا حد امکان کوتاه بوده و روی سطح زمین و نزديک بهم قرار داشته باشد.
4. اتصالات هم پتانسيل
توصیه می شود که تمامی قطعات فلزی نزديک به دستگاه جوشکاری بهم متصل شوند. قطعات فلزی متصل به قطعه کار ممکن است در صورت تماس همزمان دست ها با الکترود و آن قطعات باعث بروز شوك الکتريکی در بدن جوشکار گردد.جوشکار بايد از لحاظ الکتريکی از تمام قطعات فلزی ايزوله
باشد.
5.اتصال به زمين قطعه کار
در صورتی که قطعه کار به دلايل ايمنی يا به دلیل ابعاد، اندازه و موقعیت آن به زمین متصل نباشد(بطور مثال سازه های فولادی يا قسمت خارجی بدنه کشتی ها) در بعضی از موارد می توان برای کاهش تشعشع امواج اينگونه قطعات کار را به زمین متصل نمود. بايد اطمینان حاصل کرد که اتصال به زمین قطعه کار باعث افزايش خطر بروز شوك الکتريکی نشده و همچنین در کارساير دستگاههای الکتريکی اختلال ايجاد نکند. در صورت نیاز اتصال زمین قطعه کار بايد بوسیله اتصال مستقیم قطعه کار به زمین انجام شود. در کشورهايی که اتصال به زمین ممنوع است، اين اتصال بايد با استفاده از خازن های مناسبی که مطابق با مقررات ملی آن کشورها انتخاب شده است، برقرار شود.
6. پوشش محافظ (شيلد کردن)
پوشاندن بقیه کابل ها و دستگاهها در اطراف دستگاه جوش می تواند مشکلات تداخل را کاهش دهد. در کاربردهای خاص ممکن است پوشاندن (شیلد کردن)کل سیستم جوشکاری نیز لازم باشد.
تجهيزات حفاظتی و امنيتی
- اين دستگاه مطابق با قواعد و قوانین مندرج در استاندارد IEC ساخته شده و مقررات مربوط به مهندسی برق و ابزار دقیق نیز در آن رعايت شده است.
- در صورت وقوع هر نوع حادثه ای، دستگاه بايد از برق اصلی جدا شود.
- اگر ولتاژ اتصالات الکتريکی افزايش پیدا کرد، دستگاه را بايد بلافاصله خاموش کرده و از برق اصلی جدا نمود، تا دستگاه توسط تکنسین های مجرب يا نمايندگی های خدمات پس از فروش شرکت سازنده بررسی و عیب يابی شود.
- قبل از باز کردن پوشش بدنه دستگاه آن را بايد از برق اصلی جداکرد.
- هر گونه تعمیرات بايد توسط تکنسین ماهر و يا خدمات پس ازفروش شرکت سازنده انجام پذيرد.
- قبل از شروع به استفاده از دستگاه، از لحاظ ظاهری و با در نظر گرفتن اشکالات احتمالی تورچ، تمامی کابل هاو اتصالات که امکان آسیب خارجی را بوجود می آورد، بررسی شود.
درهنگام کار،بدن جوشکار بايد بطور کامل در برابر سوختگی و تابش اشعه، با استفاده ازماسک ولباس نسوز،محافظت گردد. دستکش های بلند، پیشبند و ماسک محافظ با فیلتر مخصوص جوشکاری که تمامی آنها بايد مطابق استاندارد باشد، پوشیده شود.پوشش ها نبايد از مواد مصنوعی ساخته
شده باشند. کفش ها بايد کاملا ً بسته باشند و سوراخ نداشته باشد (جهت جلوگیری از نفوذ جرقه ها)، در صورت نیاز بايد پوشش محافظ سر، نیز استفاده شود.اگر از عینک محافظ استفاده می شود،بايدبا مقررات ذکر شده در بالا مطابقت داشته باشد. برای محافظت بیشتر از چشم در برابر اشعه ماورای بنفشمی توان از عینک محافظ با پوشش کناری استفاده کرد. مقررات پیشگیری از حوادث با صراحت بیان
می کند که تهیه وسايل محافظتی مناسب، به عهده کارفرما بوده و همچنین استفاده کننده از دستگاه برش نیز موظف به پوشیدن پوشش مناسب جوشکاری می باشد.
- جهت محافظت در شرايط خطرناك با احتمال ايجاد شوك الکتريکی،(که رکتیفايرهايی و جوشکاری دستگاه های بصورت جريان مستقیم و يا جريان متناوب بکار گرفته میشوند.) از مواد ايزوله کننده و عايق برای محافظت در برابر برق گرفتگی ناشی از برقراری تماس بین قطعات برق دار و زمین بايد استفاده شود.لباس کار سالم و خشک به همراه دستکش های بلند و کفش های با کف لاستیکی بايد بکار
گرفته شود. هوای محیط کار بايد جريان داشته باشد و در صورت نیازبايد سیستم تهويه نصب گرديده وماسک تنفسی محافظ نیز استفاده گردد.
- تحت هیچ شرايطی وقتیکه پوشش بدنه دستگاه جوشکاری باز است نبايد آن را روشن کرد. (بطور مثال برای تعمیرات)، چرا که صرف نظر از مقررات ايمنی، خنک کردن کافی قطعات الکترونیکی را نیز نمی توان تضمین کرد.
- جهت پیشگیری از انحراف جريانو اثرات منفی ناشی از آن (مثلا ً تخريب سیم هادی متصل به زمین)، کابل برگشت جريان جوشکاری (کابل قطعه کار) را بايد مستقیما به قطعه کار و يا به میز کار (مثل میز جوشکاری، میز جوشکاری با شبکه فلزی و يا مشابه آن) متصل نمود. بطوريکه کاملا ً قطعه
کار به آن متصل باشد.هنگام وصل کردن به اتصال زمین بايد از برقراری کامل اتصال الکتريکی آن اطمینان حاصل نمود. (محل اتصال بايد از هرگونه رنگ و يا زنگ زدگی ها و يا مشابه آن پاك باشد)
- مطابق با مقررات ، افرادی که در نزديکی محل جوشکاری هستند را بايد از خطرات احتمالی آگاه کرده و ازآنها محافظت نمود. پارتیشن های مخصوص جوشکاری (پرده های محافظ مخصوص جوشکاری) بايد استفاده شود.
- به هیچ وجه روی تانکرهايی که گاز، سوخت و يا روغن يا مواد مشابه را حمل می کنند نبايد جوشکاری کرد. حتی اگر مدت زمان زيادی از خالی شدن آنها گذشته باشد (احتمال ايجاد حريق و انفجار)
- جوشکاری با جريان بار زياد نیازمند رعايت مقرر اتخاصی است که بايد فقط توسط جوشکاران آموزش ديده و متخصص انجام شود.
- هرگز تورچ را نبايد به صورت نزديک کرد.
- در محیط هايی که احتمال آتش سوزی زياد است،اپراتور بايد اجازه نامةجوشکاریرا کسب کرده و آن رادر تمام مدت جوشکاری نزد خود نگهدارد و يک مامور آتش نشان نیز بايد پس از پايان جوشکاری از عدم بروزآتش سوزی اطمینان حاصل کند.
- پیش بینی های مخصوص جهت تهويه هوای محیط بايد انجام شود.
- اخطار برای مراقبت از چشم ها بايد با نصب تابلويی با متن زير در محل جوشکاری انجام شود:
"مستقیما ً به قوس الکتريکی نگاه نکنید."
- چنانچه منبع تغذیه روی سطح شيبدار قرار گيرد فقط تا º10 توانایی مایل شدن را دارد.
نحوه اتصال کابل های جوشكاری جوشكاری تيگ TIG
اتصالات را مطابق شکل 1 در حالیکه دستگاه خاموش است برقرار کنید.به مواردزيرتوجه داشته باشید : شلنگ گاز را که از تورچ تیگ خارج می شود به کپسول گازمتصل کرده و شیر آنرا باز کنید،توجه داشته باشید کپسول های گاز مجهز به يک فشار شکن می باشند که از آن میتوانید جهت تنظیم فشار گاز در طول جوشکاری استفاده نمايید.
کابل انبر اتصال به قطعه کار رابه کانکتور مثبت دستگاه متصل کرده و انبر اتصال به قطعه کار را به بخشی از قطعه کار که عاری از هرگونه رنگ ، روغن و يا آثار زنگ زدگی است متصل نمايید.کابل قدرت تورچ را به کانکتور منفی دستگاه متصل کنید.
1
(جدول شماره2) مقدار جريان مصرفی را با توجهبه نوعو قطر الکترود برای جوشکاری نشان می دهد مقادير بیان شده در جدول کاملا ً دقیق نیستند و تنها برای راهنمايی می باشند.

جوشكاری الكترود MMA
اتصالات را مطابق شکل 2 در حالیکه دستگاه خاموش است برقرار کنید به موارد زير توجه داشته باشید:
کابل های جوشکاری را به ترمینالهای مثبت و منفی خروجی متصل کنید،انبر اتصال به کانکتور منفی و انبر جوش را به کانکتورهای مثبت متصل گردد. انبر اتصال به قطعه کار را به بخشی از قطعه کار که عاری از هرگونه رنگ،روغن و يا آثار زنگ زدگی است متصل نمايید. توجه داشته باشید استفاده از کابل بلند سبب کاهش ولتاژ و رخ دادن مشکلاتی در جوشکاری به ازای افزايش مقاومت و اندوکتانس کابل می گردد.

جدول شماره 2 مقدار جريان مصرفی را با توجه به نوع الکترود برای جوشکاری استیل و آلیاژهای ديگر نشان می دهد مقادير بیان شده در جدول کاملا ً دقیق نیستند و تنها برای راهنمايی
می باشند.
برای يک انتخاب درست بايد به دستورالعمل شرکت سازنده الکترود نیز توجه نمود.جريان مورد نیاز برای جوشکاری به وضعیت جوشکاری و نوع اتصال بستگی دارد و با افزايش ضخامت و قطر قطعه کار افزايش می يابد.
- جريان بالا برای جوشکاری رو به بالا
- جريان متوسط برای جوش سر به سر
با استفاده ازفرمول زير می توان جريان تقريبی را برای جوش فلزات معمولی محاسبه کرد:
قطر الکترود : Øe جريان جوشکاری : I
(Øe-1×)I=50

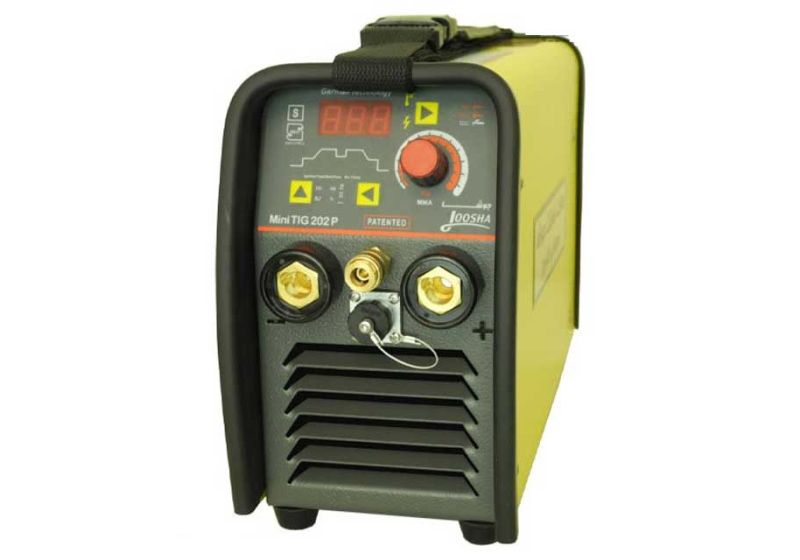
معرفی دستگاه



1.پانل فرمان دستگاه
2.کانکتور مربوط به تورچ ،ريموت جريان و پدال پايی
3.کانکتور جوش اتصال قطب منفی
4.محل اتصال شلنگ گاز تورچ
5.کانکتور جوش اتصال قطب مثبت
6.کابل برق ورودی
7.کلید اصلی خاموش / روشن دستگاه
8.محل اتصال شلنگ گاز کپسول
1.کلیدانتخاب پارامترها
2.کلیدانتخاب شیوهجوشکاری:
دوضربه، چهار ضربه و جوشکاری نقطه ای
3.نمايشگر ديجیتال
4.کلید انتخابپروسهجوشکاری
- الکترود - تیگ - تیگ پالسی
5.ولومانکودر
معرفی LED های برد پانل



1.LED سبز: نشان دهنده عملکرد حفاظت حرارتی
2.LED سبز: نشان دهنده روشنبودن دستگاه
3.LED سبز: نشان دهنده عملکرد دستگاه در حالت الکترود
4.LEDسبز: نشان دهنده عملکرد دستگاه در حالت تیگ معمولی
5.LEDسبز: نشان دهنده عملکرد دستگاه در حالت
تیگ پالسی
6.LEDسبز: نشان دهنده درصدپهنایپالس
7.LEDسبز: نشان دهنده فرکانس پالس
8.LEDسبز: نشان دهنده عملکرد دوضربه
9.LEDسبز: نشان دهنده عملکرده چهارضربه
10.LEDسبز: نشان دهنده عملکرد جوش نقطه ای
11.LEDسبز: نشان دهنده عملکردPre gas
12.LEDسبز: نشان دهنده جريان ابتدايی جوشکاری
13.LEDسبز: نشان دهنده عملکردUp Slope
14.LEDسبز: نشان دهنده جريان اصلی جوشکاری
15.LEDسبز: نشان دهنده جريان پايه(.فقط در زمان جوشکاری پالس فعال است.)
16.LEDسبز: نشان دهنده عملکرد Down Slope
17.LEDسبز: نشان دهنده جريان پايانی جوشکاری
18.LEDسبز: نشان دهنده عملکرد Post gas
19.LEDسبز: نشان دهنده عملکرد Arc Force
20.LEDسبز: نشان دهنده زمانجوش نقطه ای/قوس
عملكرد حالتMMA
با چرخاندن کلید اصلی دستگاه، در وضعیت"On"دستگاه را روشن کنید.
توسط کلید انتخاب پروسه جوشکاری، دستگاه را در حالت MMA (الکترود) قرار دهید.
در اين حالت می بايست ولتاژ بین کانکتورهای خروجی برقرار باشد.

کلید انتخاب پارامترها ، را در حالت جريان اصلی گذاشته و جريان اصلی مورد نظر را توسط ولوم انکودر تنظیم نمايید.


کلید انتخاب پارامترها را در حالت Start Hot گذاشته و جريان مورد نیاز را توسط ولوم انکودر تنظیم نمايید.

کلید انتخاب پارامترها را در حالت Force Arc گذاشته و جريان مورد نیاز را توسط ولوم انکودر تنظیم نمايید.

حالت TIG DC :
با چرخاندن کلید اصلی دستگاه، در وضعیت "On "دستگاه را روشن کنید. سپس توسط کلید انتخاب پروسه جوشکاری دستگاه را در مد TIG DC و کلید انتخاب شیوه جوشکاری را در حالت T2 قرار دهید.


کلید انتخاب پارامترها را در حالت flow-Pre گذاشته و زمان پیش گاز را توسط ولوم انکودر تنظیم نمايید.

کلید انتخاب پارامترها را در حالت جريان ابتدايی گذاشته و اين جريان را توسط ولوم انکودر تنظیم نمايید.

کلید انتخاب پارامترها را در حالت Upslope قرار داده و مدت زمان افزايش جريان پايه تا جريان اصلی را توسط ولوم انکودر تنظیم نمايید.

کلید انتخاب پارامترها را در حالت جريان اصلی گذاشته و جريان اصلی مورد نیاز را توسط ولوم انکودر تنظیم نمايید.

کلید انتخاب پارامترها را در حالت slope down گذاشته و مدت زمان کاهش جريان از جريان اصلی تا جريان پايه انتهايی را توسط ولوم انکودر تنظیم نمايید.

کلید انتخاب پارامترها را در حالت Arc Pilot قرار داده و جريان انتهايی مورد نیاز جهت خاتمه دادن به جوشکاری را توسط ولوم انکودر تنظیم نمايید.

کلید انتخاب پارامترها را در حالت Post flow قرار داده و زمان خروج گاز پس از پايان جوشکاری را توسط ولوم انکودر تنظیم نمايید.

پس از تنظیم مناسب پارامترهای جوشکاری، شیر گاز را از روی سیلندر گاز باز نموده و توسط رگولاتور، فشارآن را در مقدار مناسب تنظیم نمايید. شستی تورچ را تحريک نمايید تا شیرگاز کار کند.
ابتدا گاز خارج شده و سپس HF برقرار می گردد. تورچ (نوك تنگستن) را در فاصله mm 2~4 از سطح قطعه کار نگاه داشته و شستی تورچ را تحريک نمايید. بعد از برقراری قوس ،HF غیرفعال شده و جريان جوشکاری برقرار می شود و در مقداری که از قبل تنظیم نموده ايد قرار می گیرد. پس از رها کردن شستی تورچ، جريان به صورت اتوماتیک و تا حد جريان جوشکاری انتهايی کاهش می يابد. سپس قوس قطع شده و خروج گاز نیز ادامه خواهد يافت تا زمانی که مطابق با flow Post که تنظیم نموده ايد گاز قطع شده و جوشکاری پايان می يابد.
حالت Pulsed TIG
کلید انتخاب پروسه جوشکاری را در حالت TIG Pulse قرار داده وکلید انتخاب شیوه جوشکاری در حالت T2 قرار دهید.


کلید انتخاب پارامترها را در حالت flow-Pre گذاشته و زمان پیش گاز را توسط ولوم انکودر تنظیم نمايید.

کلید انتخاب پارامترها را در حالت جريان ابتدايی گذاشته و اين جريان را توسط ولوم انکودر تنظیم نمايید.
کلید انتخاب پارامترها را در حالت Upslope قرار داده و مدت زمان افزايش جريان بايد تا جريان اصلی را توسط ولوم انکودر تنظیم نمايید.
کلید انتخاب پارامترها در حالت جريان ماکزيمم (Peak) گذاشته و جريان ماکزيمم را توسط ولوم انکودر تنظیم نمايید.
کلید انتخاب پارامترها را در حالت جريان پايه (Base)گذاشته و جريان پايه را توسط ولوم انکودر تنظیم نمايید.

کلید انتخاب پارامتره
ا را در حالت slope down گذاشته و مدت زمان کاهش جريان از جريان اصلی تا جريان پايه انتهايی را توسط ولوم انکودر تنظیم نمايید.
کلید انتخاب پارامترها را در حالت Arc Pilot قرار داده و جريان انتهايی مورد نیاز جهت خاتمه دادن به جوشکاری را توسط ولوم انکودر تنظیم نمايید.
کلید انتخاب پارامترها را در حالت flow Post قرار داده و زمان خروج گاز پس از پايان جوشکاری را توسط ولوم انکودر تنظیم نمايید.
کلید انتخاب پارامترها را در حالت تنظیم زمان پالس قرار داده و مدت پالس را توسط ولوم انکودر تنظیم نمايید.

کلید انتخاب پارامترها را در حالت فرکانس Pulse قرار داده و فرکانس پالس را توسط ولوم انکودر تنظیم نمايید.

پس از تنظیم مناسب پارامترهای جوشکاری، شیر گاز را از روی سیلندر گاز باز نموده و توسط رگولاتور، آن را در مد مناسب تنظیم نمايید. شستی تورچ را تحريک نمايید تا شیرگاز کار کند. ابتدا گاز خارج شده و سپس HF برقرار می گردد. تورچ (نوك تنگستن) را در فاصله mm 2~4 از سطح قطعه کار نگاه داشته و شستی تورچ را تحريک نمايید. بعد از برقراری قوس،HF غیرفعال شده و جريان جوشکاری برقرار می شود و در مقداری که از قبل تنظیم نموده ايد قرار می گیرد.
پس از رها کردن شستی تورچ، جريان به صورت اتوماتیک و تا حد جريان جوشکاری انتهايی کاهش می يابد. سپس قوس قطع شده و خروج گاز نیز ادامه خواهد يافت تا زمانی که مطابق با flow Post که تنظیم نموده ايد گاز قطع شده و جوشکاری پايان می يابد.
کليد انتخاب شيوه جوشكاری:
کلید انتخاب پروسه جوشکاری در حالت های تیگ پالس و معمولی امکان انتخاب حالتهای T2 و T4 و جوش نقطه ای را فراهم می سازد.

حالت T2 :
عملکرد حالت T:2 شستی تورچ را تحريک نمايید، شیرگاز و HF فعال می شوند. تورچ را در فاصله 2 تا 0 میلیمتری از سطح کار قرار دهید، قوس برقرار شود. در اين حالت HF غیر فعال شده و جريان جوشکاری تا نقطه از پیش تنظیم شده افزايش می يابد.
شستی تورچ را رها نمايید. جريان جوشکاری تا نقطه جريان انتهايی کم شده و نهايتا قطع می شود. گاز به اندازه زمانی که در flow-Post تنظیم نموده ايد خارج شده و پس از آن گاز قطع و جوشکاری پايان می يابد.
حالت T4
در اين حالت شستی تورچ را تحريک نمايید، شیرگاز و HF فعال می شود. تورچ را در فاصله 2 تا 0 میلیمتری از سطح کار قرار دهید تا قوس برقرار شود. در اين حالت HF غیرفعال شده و جريان جوشکاری تا نقطه از قبل تنظیم شده افزايش می يابد. شستی را رها سازيد و جوشکاری به صورت پیوسته در همین جريان ادامه خواهد داشت. شستی را تحريک نموده و مجددا رها سازيد. جريان جوشکاری تا نقطه جريان انتهايی کم شده و نهايتا قطع می شود. گاز به اندازه زمانی که در flow Post تنظیم نموده ايد خارج شده و پس از آن گاز قطع و جوشکاری پايان می يابد.
حالت جوش نقطه ای (Spot)
کلید انتخاب شیوه جوشکاری را در حالت جوش نقطه ای قرار دهید. کلید پارامترها را انتخاب نمايید و توسط ولوم انکودر کلیه پارامترها را تنظیم نمايید.

مراحل انجام جوش نقطه ای
کلید انتخاب پارامترها را در حالت زمان جوش نقطه ای قرار داده وزمان جوش نقطه ای را توسط ولوم انکودر تنظیم نمايید.

شستی تورچ را تحريک نمايید. در اين حالت شیرگاز و HF فعال می شوند. با نزديک کردن تورچ به اندازه 2 تا 4 میلیمتر به قطعه کار، قوس جوشکاری برقرار می شود و HF قطع می شود. جريان جوشکاری به اندازه مقدار تنظیم شده شروع شده و با اتمام زمان، جوش نقطه ای نیز قطع می شود. در اين حالت، slope Up و slope Down غیر فعال می باشند.
تنظیم پارامترهای جوشکاری فلزات
استینلس استیل و مس :
در جدول شماره 5 و 6 پارامترهای جوشكاری فلز استينلس استيل و مس ، متناسب با ضخامت و نوع اتصال قطعه کار بيان شده است.
پارامترهای جوشکاری فلز استینلس استیل :

پارامترهای جوشکاری فلز مس و آلیاژ مس

نگهداری
مدت زمان آزمايش جزئی و کامل و بازديد از دستگاه بايد هر يک سال صورت گیرد.
تميز کردن دستگاه :
دستگاه بايد حتی الامکان در مکان تمیز و خشک قرار داده شود. کثیفی و گرد و غبارهای محیط که می تواند به داخل دستگاه وارد شود بايد در حداقل مقدار خود باشد.
توجه: قبل از باز کردن بدنه دستگاه و اقدام به تميز کردن، آن را از برق اصلی جدا کنيد.
داخل دستگاه بايد در فاصله های زمانی منظم بوسیله هوای کمپرسور با فشار کنترل شده تمیز شده تا عملکرد خوب آن تضمین شود. فاصله بین هر تمیز کردن، به مدت زمان استفاده از دستگاه و آلودگی محیط کار بستگی دارد.
(برای محل کار بسیار کثیف در هر ماه يک بار و در محل های
تمیزتر با فاصله زمانی بیشتر)
هرگز هوای کمپرسور را مستقیما بر روی قطعات الکترونیکی اعمال نکنید چراکه می تواند منجر به آسیب رساندن به اين قطعات گردد.
در هنگام تمیز کاری، اتصالات الکتريکی را بررسی نموده و در صورت لزوم محکم کنید همچنین سیم ها را بازبینی نمايید تا عیوب عايقکاری را پیدا نموده و سپس در صورت لزوم آن عیوب را رفع کنید.
از ورود آب يا بخار آب به درون دستگاه جلوگیری کنید و چنانچه آب يا بخار آب به درون دستگاه نفوذ کرد حتما آن را خشک کرده و سپس عايق کاری ها را چک نمايید.چنانچه از دستگاه برای مدت زمان طولانی استفاده نمی کنید آن را بايد در جعبه بسته بندی کنید و در يک مکان خشک نگهداری کنید.
تجهيزات کنترل بصورت ریموت و پدال پایی
ریموت کنترل : دستگاه P202 TIG Mini امکان کنترل جريان در حین جوشکاری را با استفاده از تورچ ولوم دار فراهم می سازد. با استفاده از تورچ ولوم دار امکان کنترل جريان بصورت پیش تنظیم و نیز در حین جوشکاری ، در هريک از وضعیت های PULSE TIG , DC TIG فراهم می گردد.تنظیم ديگر پارامترهای جوشکاری بر روی پنل با کمک کلید دتنظیم پارامترها میسر می باشد.
با روشن نمودن دستگاه در يکی از پروسه های تیگ ؛ پس از حدود 3 ثانیه، شناسايی ريموت صورت گرفته و LED سبز بر روی پنل دستگاه، روشن می گردد. اکنون می توان با تغییر ولوم روی تورچ اقدام به تنظیم جريان جوشکاری نمود.در هنگام اتصال ريموت، ولوم روی پنل تاثیری در جريان خروجی ندارد.
پدال پایی:
در حالت تیگ دو ضرب و spot امکان کنترل جريان جوشکاری بصورت ريموت و با استفاده از پدال پايی وجود دارد؛ تنظیم ديگر پارامترهای جوشکاری توسط (کلید تنظیم پارامترها) بر روی پانل میسر می باشد.
نحوه نگهداری تورچ جوشكاری
از قرار دادن تورچ و يا کابل آن برروی قطعات داغ خودداری کنید. اين عمل می تواند باعث ذوب شدن لايه عايق شده و تورچ را غیر قابل استفاده نمايد. بصورت متناوب عدم نشتی تمامی شلنگ ها و اتصال گاز را بررسی کنید.
منتشر کننده گاز را از پاشش های جوشکاری تمیز کرده تا گاز براحتی از تورچ خارج شود.
علائم شناسایی خطا

عيب یابی
1. هنگامی که شستی تورچ زده می شود، خروج گاز از تورچ رخ نمی دهد.
_فشار گاز ورودی چک شود.
_ممکن است اشکال از شستی تورچ باشد آن را تست کردهو مسیر آن را به برد بررسی نمايید.
_در غیر اين صورت اشکال می تواند از برد کنترل باشد.
2. مشکل در آغاز قوس Striking Arc
_امکان دارد gap(فاصله هوايی) موجود بر روی برد HF از تنظیم خارج شده باشد، بايد در يک فاصله مناسب و استاندارد قرار گیرد.
_اشکال می تواند از ترانس HF باشد که در اين صورت بايد تعويض شود.
_اشکال همچنین می تواند در اثر نشتی HF در کابل و مسیر رخ دهد، اتصالات بررسی گردند.
_الکترود تنگستن بررسی گردد، در صورت نیاز نوك تنگستن تیز گردد.
_مسیر کابل متصل به تورچ و قطعه کار بررسی شود امکان دارد مسیر اين اتصالات قطع باشد.
_میزان جريان جوشکاری کم است آنرا متناسب با قطر الکترود تنظیم کنید.
3. Gas Post متوقف نمی شود
_چنانچه با خاموش کردن دستگاه قطع می شود پتانسیومتر موجود بر روی پنل را در مقدار کمتری قرار دهید و تست کنید.
_اما اگر با خاموش کردن دستگاه نیز همچنان خروج گاز از تورچ رخ می دهد اشکال می تواند از Valve Gas باشد که بايد تعويض گردد.
4. HF متوقف نمی گردد.
_اشکال می تواند از برد کنترل HF باشد، بايد تعويض
گردد.
5. تنظیم جريان صورت نمی گیرد.
_اشکال می تواند از پتانسیومتر تنظیم جريان روی پنل باشد آنرا تعويض کنید.
6. Current Down Slope در طول پروسه در انتهای جوشکاری رخ نمی دهد
_اشکال در برد کنترل
_اشکال در پتانسیومتر تنظیم Slope Down، لذا بايد تعويض شود.
7. قوس در مد MMA تشکیل نمی شود
_اشکال در کلید انتخاب MMA، آن را تعويض کنید.
_اشکال در ترانسفورماتور
معرفی پلاک (نمونه)








.jpg "دستگاه جوش گام") سمت راست :
سمت راست :








