
جدول جوشکاری لوله پلیاتیلن سایز 63 تا 630 | راهنمای کامل جوش لب به لب

جدول جوشکاری لوله پلیاتیلن چیست؟
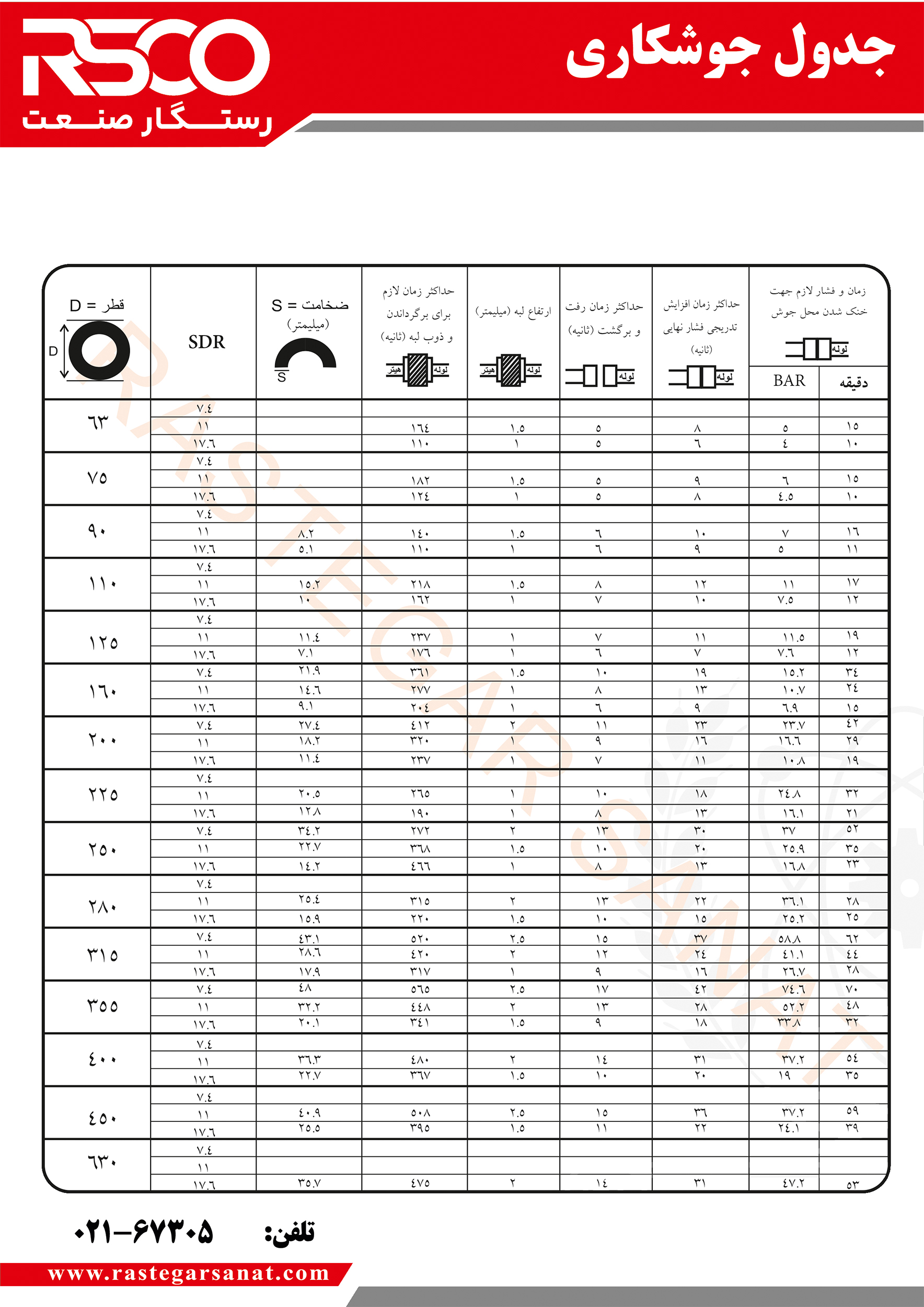
مجموعهای از اطلاعات و پارامترهای استاندارد است که برای انجام صحیح جوش لببهلب (Butt Fusion) لولههای پلیاتیلن مورد استفاده قرار میگیرد. این جدول بر اساس قطر، ضخامت و نوع لوله، مقادیر دقیقی مانند دمای صفحه گرمکن، فشار جوش، زمان گرم شدن، زمان تعویض صفحه، زمان اتصال و مدت خنککاری را مشخص میکند تا فرآیند جوشکاری مطابق با استانداردهای فنی انجام شود.
این جدول معمولاً برای قطرهای مختلف لوله از 63 میلیمتر تا 630 میلیمتر تهیه شده و تنظیمات مورد نیاز انواع دستگاههای جوش پلیاتیلن را در اختیار کاربران قرار میدهند تا بهترین کیفیت جوش و بیشترین طول عمر شبکه لولهکشی حاصل شود.
اهمیت جدول جوشکاری لوله پلیاتیلن:
1. جوشکاری بدون نیاز به آزمون و خطا
2. ایجاد اتصالی ایمن، مقاوم و استاندارد
3. تنظیم دقیق فکهای دستگاه جوش برای هر قطر لوله
4. افزایش کیفیت و یکنواختی جوش
5. کاهش احتمال نشتی و خرابی شبکه
6. افزایش طول عمر سیستم لولهکشی
7. انطباق با استانداردهای فنی و مهندسی
8. صرفهجویی در زمان و هزینه پروژه
اجزای جدول جوشکاری لوله پلی اتیلن:
1. قطر لوله (D)
2. تاثیر ضخامت لوله (SDR)
3. ضخامت لوله (S)
4. زمان گرم کردن اولیه
5. ارتفاع لبه جوش
6. زمان تعویض صفحه
7. زمان افزایش فشار نهایی
8. فشار خنککاری (BAR)
9. زمان خنک شدن جوش
عوامل مؤثر بر کیفیت جوش لوله پلیاتیلن
1. دمای اتو:
تنظیم صحیح دمای اتو باعث ذوب یکنواخت لبههای لوله و ایجاد جوش استاندارد میشود.
2. کیفیت رندهکاری:
رندهکاری دقیق، سطوح لوله را کاملاً صاف و همتراز کرده و کیفیت اتصال را افزایش میدهد.
3. فشار جوش:
اعمال فشار مناسب باعث ترکیب صحیح مواد مذاب و استحکام بیشتر محل جوش میشود.
4. شرایط محیطی:
باد، باران و دمای بسیار پایین میتوانند کیفیت جوش را کاهش داده و فرآیند اتصال را مختل کنند.
5. تمیزی سطح لوله:
وجود گردوغبار، چربی یا آلودگی روی لوله میتواند باعث ضعف جوش و ایجاد نشتی شود.
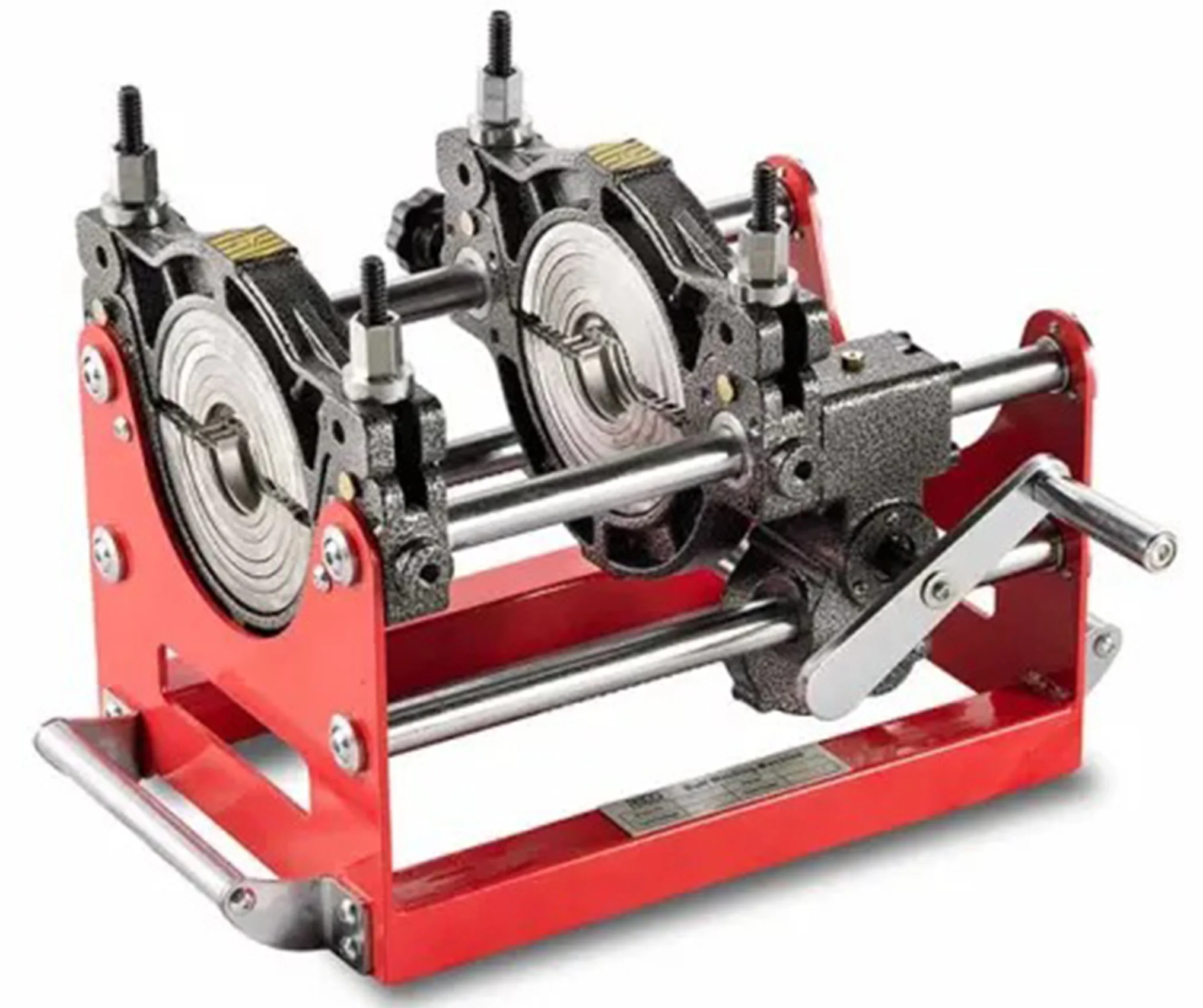
کاربرد دستگاه جوش پلیاتیلن:
1. شبکههای آبرسانی شهری و روستایی
2. خطوط انتقال فاضلاب
3. سیستمهای آبیاری کشاورزی
4. شبکههای گازرسانی
5. خطوط انتقال سیالات صنعتی
6. پروژههای معدن و صنایع پتروشیمی
7. استخرها، مخازن و تأسیسات آب
8. پروژههای عمرانی و زیرساختی
دستگاه جوش پلیاتیلن برای جوش انواع لولههای پلیاتیلن طراحی شده است که با رعایت کامل مقادیر جدول جوشکاری، اتصال نهایی از نظر استحکام و آببندی کاملاً قابل اعتماد برای سیستمهای آبرسانی خواهد بود.
دستگاههای جوش پلیاتیلن پیشنهادی برای اجرای استاندارد جدول جوشکاری:
برای اجرای دقیق مقادیر درجشده در جدول جوشکاری لوله پلیاتیلن، انتخاب دستگاه مناسب اهمیت زیادی دارد. در ادامه برخی از دستگاههای جوش پلیاتیلن رستگار صنعت را مشاهده میکنید.
1. دستگاه جوش پلی اتیلن دستی 160 دو فک RSCO مدل M2-160M
2. دستگاه جوش پلی اتیلن فاضلابی 160 دو فک RSCO مدل MDF2-160
3. دستگاه جوش پلی اتیلن دستی 160 دو فک RSCO مدل M2-160
4. دستگاه جوش پلی اتیلن نیمه هیدرولیک 160 چهار فک RSCO مدل HM-160
5. دستگاه جوش پلی اتیلن دستی 250 دو فک RSCO مدل M2-250
چگونگی خواندن تنظیمات جدول جوشکاری
1. SDR:
نسبت قطر به ضخامت دیواره
2. S (ضخامت):
ضخامت واقعی دیواره لوله
3. زمان گرم کردن:
مدت زمانی که لبه لوله بر روی اتو قرار میگیرد.
4. ارتفاع لبه:
مقدار استاندارد ذوب لبه لوله
5. زمان رفت و برگشت:
حداکثر زمان برای اتصال پس از برداشتن اتو
6. زمان افزایش فشار:
مدت زمان افزایش تدریجی فشار نهایی
7. زمان و فشار خنک شدن:
مدت زمان تثبیت جوش زیر فشار
تفاوت زمان جوشکاری در قطرهای مختلف لوله پلیاتیلن
1. لولههای با قطر کوچک (63 تا 110 میلیمتر):
زمان گرم شدن و خنککاری کوتاهتر است و فرآیند جوش سریعتر انجام میشود.
2. لولههای با قطر متوسط (125 تا 250 میلیمتر):
به زمان بیشتری برای گرم شدن و ایجاد اتصال استاندارد نیاز دارند.
3. لولههای با قطر بزرگ (315 تا 630 میلیمتر):
به دلیل ضخامت و حجم بیشتر، زمان گرم کردن، اعمال فشار و خنککاری افزایش مییابد.
4. تأثیر ضخامت لوله (SDR):
هرچه دیواره لوله ضخیمتر باشد، زمان جوشکاری و خنککاری نیز بیشتر خواهد بود.
5. اهمیت رعایت زمانها:
عدم رعایت زمانهای درجشده در جدول جوشکاری میتواند باعث کاهش استحکام اتصال، نشتی و خرابی زودهنگام لوله شود.
نکات کلیدی در جوشکاری لوله پلیاتیلن:
1. جوشکاری نباید در باران، رف، باد شدید یا دماهای خیلی پایین انجام شود.
2. بهتر است دمای محیط بالای صفر درجه سانتیگراد باشد.
3. در شرایط نامناسب، استفاده از چادر و ایجاد فضای کنترلشده ضرروری است.
ضرورت جدول جوشکاری لوله های پلیاتیلن :
در هر لوله پلیاتیلن به دلیل قطر و ضخامت متفاوت زمان گرم شدن، اتصال و فشار نهایی متفاوت است در نتیجه جدول جوشکاری اهمیت بسزایی برای نحوه کار با انواع فک دستگاه جوش پلیاتیلن دارد.
مراحل جوش لوله های پلیاتیلن:
1. آمادهسازی دستگاه و تنظیم گیرهها براساس قطر لوله
2. تمیز کردن دو انتهای لوله و انجام فرآیند رندهکاری
3. مراجعه به جدول جوشکاری برای همان اندازه
4. گرم کردن لبهها تا رسیدن به ارتفاع لبه استاندارد
5. کاهش فشار و انتظار تا پایان زمان تامل
6. برداشتن اتو و اتصال دو سر لوله در زمان مجاز
7. افزایش تدریجی فشار تا حد نهایی
8. نگه داشتن اتصال تحت فشار تا پایان زمان خنک شدن
9. تمام زمانها و فشارها باید بهطور دقیق بر طبق جدول انجام شود.

نکات مهم برای کار با دستگاه جوش پلیاتیلن:
1. سطح اتو باید همیشه تمیز و بدون آلودگی باشد.
2. دمای اتو باید به وسیله یک ترمومتر دقیق تنظیم شود.
3. فقط لولههایی با جنس، اندازه و ضخامت مشابه باید جوش داده شوند.
4. دو انتهای آزاد لولهها باید با درپوش پوشانده شوند.
5. باید از روغن هیدرولیک مناسب مانند روغن 10 زرد استفاده شود.
نحوه نگهداری صحیح دستگاه جوش پلیاتیلن:
رعایت اصول نگهداری دستگاه جوش پلیاتیلن نقش مهمی در افزایش طول عمر، حفظ دقت عملکرد و جلوگیری از خرابیهای احتمالی دارد.
پس از پایان عملیات جوشکاری، بهتر است نکات زیر را رعایت کنید:
1. دستگاه را در جعبه یا محفظه مخصوص نگهداری کنید تا از ورود گردوغبار، رطوبت و آسیبهای فیزیکی جلوگیری شود.
2. فکها، رنده و سیستم هیدرولیک را تمیز و در صورت نیاز روغنکاری کنید تا عملکرد دستگاه در پروژههای بعدی دچار اختلال نشود.
3. از قرار دادن دستگاه روی خاک، گل و محیطهای مرطوب خود داری کنید؛ زیرا این عوامل میتوانند باعث خوردگی و کاهش عمر قطعات شوند.
4. در زمان عدم استفاده، فشار فکها را آزاد کنید تا از وارد شدن تنش اضافی به قطعات و سیستم هیدرولیک جلوگیری شود.
رایجترین اشتباهات هنگام استفاده از جدول جوشکاری:
1. انتخاب SDR اشتباه
2. فشار نامناسب
3. زمان گرم کردن کم
4. زمان خنککاری ناکافی
اگر جدول جوشکاری رعایت نشود چه اتفاقی میافتد؟
1. نشتی
2. ترک خوردگی
3. کاهش استحکام
4. شکست خط لوله
جمعبندی
استفاده از جدول تنظیم فک دستگاه چوش پلیاتیلن باعث افزایش کیفیت جوش، سرعت اجرای کار، کاهش خطاهای عملیاتی و بهبود عملکرد در جوشکاری لوله ها با سایزهای مختلف میشود.
خدمات رستگار صنعت
رستگار صنعت با ارائه انواع دستگاههای جوش لوله پلیاتیلن، تجهیزات جانبی و ابزارآلات تخصصی، نیازهای پروژههای صنعتی و عمرانی را تأمین میکند. همچنین خدماتی مانند تعمیرات، اجاره تجهیزات و تأمین لوازم یدکی، امکان استفاده آسانتر و اقتصادیتر از تجهیزات را برای مشتریان فراهم میسازد.
سوالات متداول لوله پلی اتیلن (FAQ)
1- آیا برای هر قطر لوله پلیاتیلن جدول متفاوتی وجود دارد؟
بله. پارامترهای جوشکاری مانند زمان گرم شدن، زمان تعویض، فشار جوش و زمان خنککاری با توجه به قطر لوله، ضخامت دیواره و SDR متفاوت هستند.
2- فشار جوشکاری در لوله پلیاتیلن چگونه تعیین میشود؟
فشار جوشکاری بر اساس قطر لوله، ضخامت دیواره، SDR و مشخصات دستگاه تعیین میشود.
3- زمان خنککاری جوش پلیاتیلن چقدر است؟
هرچه قطر و ضخامت بیشتر باشد، زمان خنککاری نیز افزایش مییابد.
4- اگر زمانهای جدول جوشکاری لوله پلیاتیلن رعایت نشود چه میشود؟
میتواند باعث کاهش استحکام اتصال، ایجاد نشتی، تغییر شکل محل جوش و در نهایت خرابی زودهنگام لوله شود.
5- آیا این جدول برای همه دستگاههای جوش پلیاتیلن کاربرد دارد؟
در بیشتر دستگاههای جوش لببهلب پلیاتیلن، اصول و مقادیر جدول مشابه هستند؛ اما ممکن است برخی سازندگان بر اساس مشخصات دستگاه یا استانداردهای مورد استفاده، مقادیر متفاوتی ارائه کنند.
6- مهمترین ستون جدول جوشکاری پلیاتیلن کدام است؟
معمولاً فشار جوش، زمان گرم شدن و زمان خنککاری از مهمترین پارامترها محسوب میشوند.
هنوز پرسشی وجود ندارد.